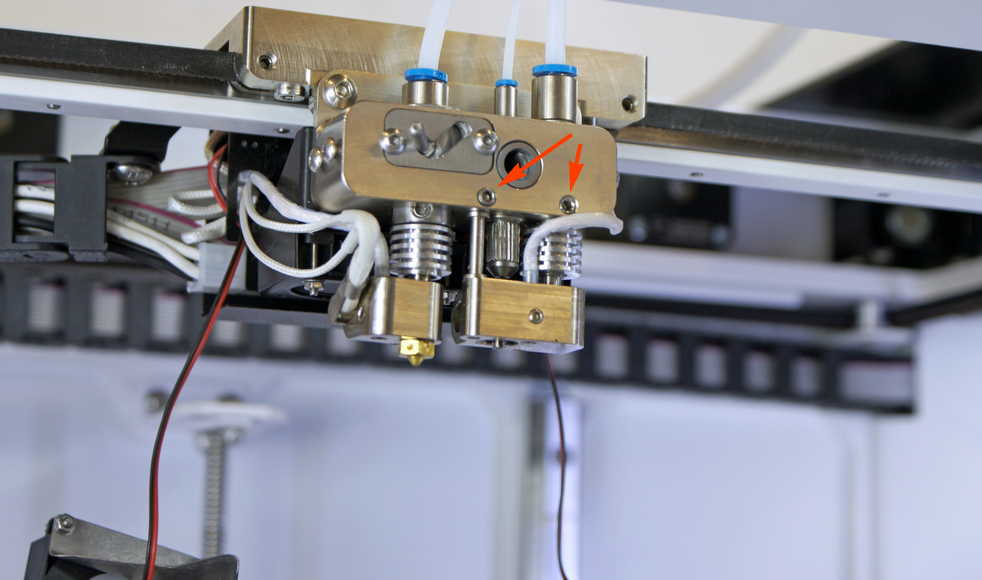
XY offsets define relative position of composite nozzle with respect to plastic nozzle. You typically need to go through this procedure once after nozzle replacement or cleaning.
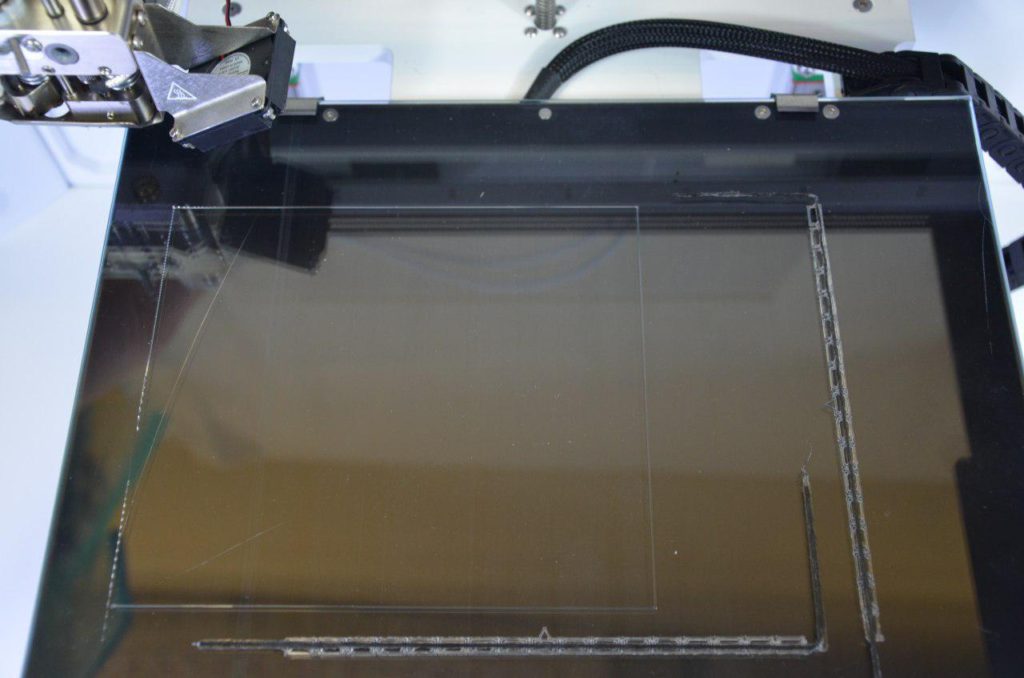
In order to calibrate, print the special service code NozzleOffsetTest.gcode from the SD card supplied with your Composer A4. You can also download the gcode here.
You will see the following:
To adjust the offsets, use this scheme:
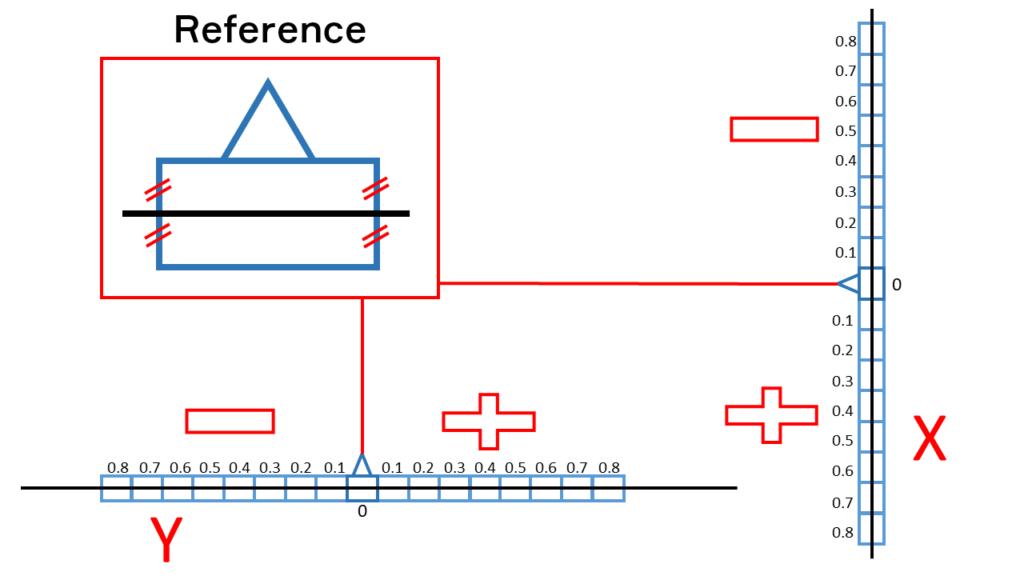
For every axis find the rectangle where the composite thread is right in the middle as shown on the Reference scheme. The distance of this rectangle to zero rectangle is the number you need to add to/subtract from the current offset value.
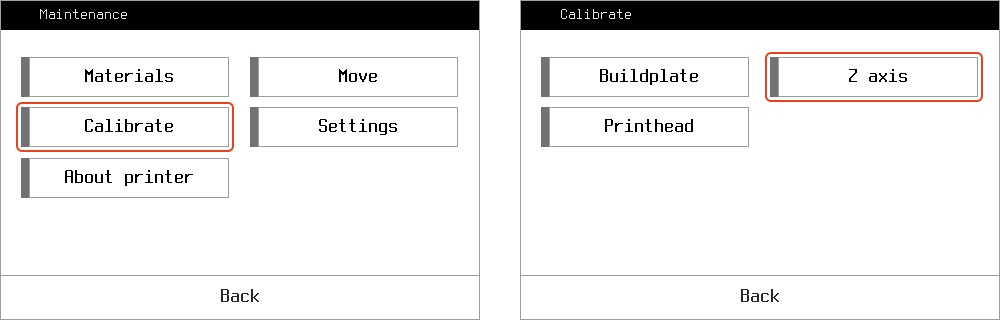
To change these values go to Maintenance > Settings

After adjusting the offsets, reprint the offset test and make sure that composite thread is properly centered(as on the Reference scheme) for both X and Y zero rectangles.