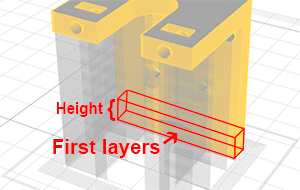
The first layers fan speed height is the height below which cooling rules are special. Choose a minimum but sufficient height so a part is securely glued to a bed and part geometry won’t lose its geometry by bed heating.
The first layers fan speed height is the height below which cooling rules are special. Choose a minimum but sufficient height so a part is securely glued to a bed and part geometry won’t lose its geometry by bed heating.
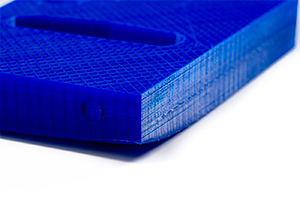
The maximum fan speed is the fan speed for cooling which is used when layer time is less than minimal layer printing time (specified in settings). Indicated as percentage. Choose maximum speed to have no form meltings and geometry distorsions.

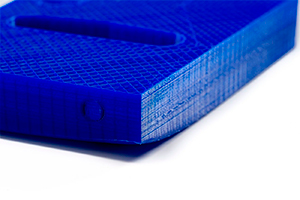
The regular fan speed is the fan speed for cooling while all printing process except printing first layers. Indicated as percentage. Choose high enough for saving part geometry undisturbed, but not too high for layers start losing good adhesion beetwen themselves.
Enable print cooling is the flag of fan on/off for cooling extruders. For best results, turn on cooling with any print.

The build plate temperature on first layers is the table’s temperature which is kept constant only on first layers below height defined in settings. It should be high enough for a part immediately and securely glues to a table.
The extruder temperature on first layers is the extruder printing temperature which is kept constant only on first layers – below height defined in settings.
The first layers temperatures height is the height below which extruders and a table have special heating rules.
The build plate temperature is the constant temperature of a build plate throughout all printing process except printing first layers. Set this value high enough so a part won’t detache and edges won’t bend.
The standby extruder temperature is the extruder temperature at which it will be in an inactive state (another extruder is active, i.e. is printing). It should be as close as possible to printing temperature for faster heatup and print start, but low enough to prevent plastic free flow out from an extruder by gravity.
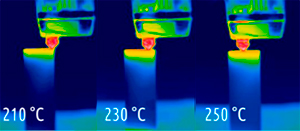
The extruder temperature is the temperature at which plastic will be melted for extruding from a nozzle. You can find an appropriate temperature range on the plastic filament package.